
Prodotti




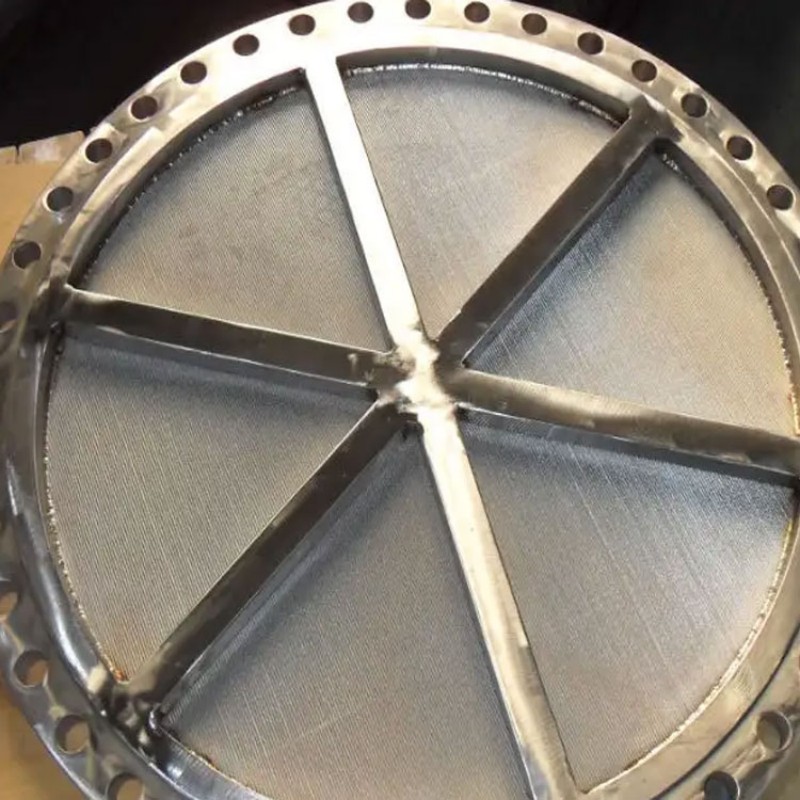

























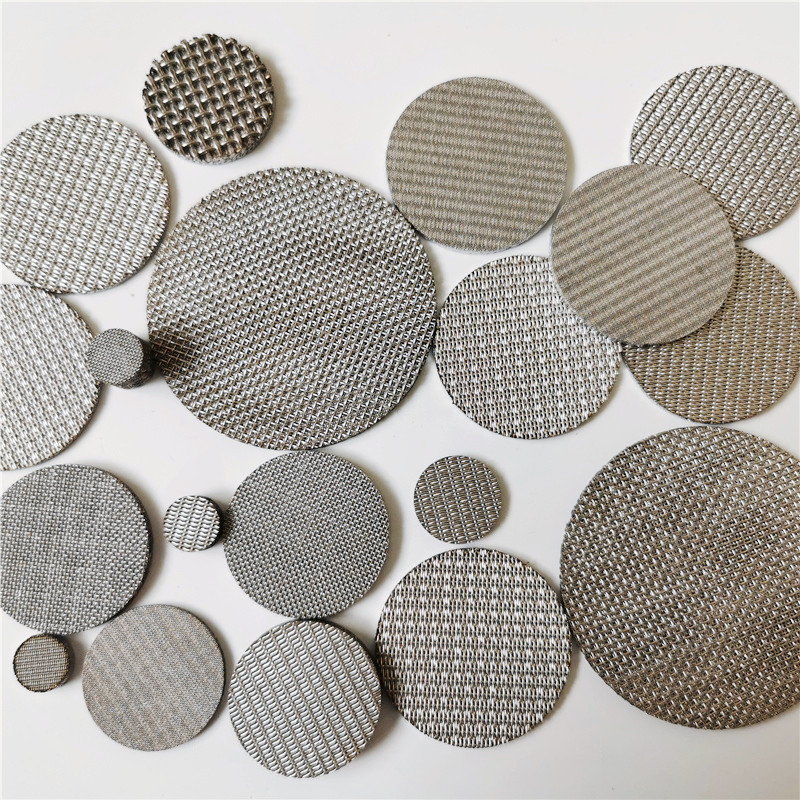
Disco filtrante in polvere di metallo sinterizzato
I materiali di filtrazione sinterizzati in polvere (tubolari e lastre) sono elementi di microfiltrazione realizzati da polvere di titanio Ti e acciaio inossidabile di qualità 304, 304L, 316, 316L mediante frazionamento, stampaggio e sinterizzazione.
Descrizione
marcatore
Principali caratteristiche prestazionali
I materiali di filtrazione sinterizzati in polvere (tubolari e lastre) sono elementi di microfiltrazione realizzati da polvere di titanio Ti e acciaio inossidabile di qualità 304, 304L, 316, 316L mediante frazionamento, stampaggio e sinterizzazione. Sono caratterizzati da elevata precisione di filtrazione, buona permeabilità ai gas, maggiore resistenza meccanica, elevato utilizzo di materie prime, sono progettati per temperature operative elevate e sono resistenti agli shock termici. Ampiamente utilizzato nei componenti pneumatici, nell'industria chimica e ambientale. È possibile produrre, su richiesta del cliente, prodotti porosi di varie forme, disegni, granulazione e porosità: tappi, piastre, tubi, elementi filtranti a bacchetta e altri. Grazie alle materie prime high-tech e alla tecnologia di stampaggio unica, i materiali sinterizzati in polvere di acciaio inossidabile presentano vantaggi unici:
1. Resistenza alle alte temperature, funzionamento stabile a temperature fino a 550°C.
2. Elevata precisione di filtrazione, dimensione dei pori stabile; trattengono efficacemente le sostanze sospese e le particelle fini e garantiscono un ottimo grado di purificazione ambientale.
3. Eccellente permeabilità ai gas, bassa perdita di pressione. Elevata porosità, dimensione dei pori uniforme, bassa resistenza al flusso iniziale. Facile da controlavare, rigenerazione possibile senza smontaggio, facile pulizia, elevata rigenerabilità, lunga durata.
4. Elevata resistenza meccanica, buona rigidità e duttilità, non sono necessari telai di supporto aggiuntivi. Semplicità di installazione, funzionamento e manutenzione, facilità di montaggio. Può essere saldato, incollato e lavorato.
5. Distribuzione uniforme dei pori, ideale per processi di distribuzione del flusso e omogeneizzazione con requisiti di elevata uniformità.
6. Precisione di filtrazione: 0,2-80 micron.
7. Nessun distacco di piccole particelle, eliminando la contaminazione secondaria del mezzo liquido originale.
8. Eccellenti proprietà meccaniche, bassa caduta di pressione, portata elevata. Adatto per filtrazione a pressione e filtrazione sotto vuoto, funzionamento facile.
9. Elevata resistenza alla corrosione, funzionamento stabile in ambienti di acido nitrico, solforico, acetico, ossalico, fosforico, acido cloridrico al 5%, sodio fuso, idrogeno liquido, azoto liquido, idrogeno solforato, acetilene, vapore acqueo, idrogeno, anidride carbonica e altri gas.
10. Tecnologia di stampaggio perfetta: prodotti monopezzo senza saldature fino a 1200 mm di lunghezza. I prodotti realizzati con polvere di acciaio inossidabile vengono formati in un unico passaggio tecnologico, senza taglio meccanico, il che garantisce un elevato tasso di utilizzo delle materie prime e un notevole risparmio di materiali. Particolarmente efficace per la produzione su larga scala di prodotti dalla forma complessa.
")
")
")
Principali parametri tecnici dei materiali filtranti in acciaio inossidabile sinterizzato
| Precisione di filtrazione | Porosità | Permeabilità | Resistenza alla compressione | Temperatura massima di esercizio | Massima caduta di pressione operativa |
| 0,5 µm – 80 µm | 20–50% | 3–1300 m³/(m²·ora kPa) | 3MPa | 500 °C | 0,6 MPa |
Dimensioni e misure standard
Piastre filtranti sinterizzate
Diametro: Ø5–Ø300 mm Spessore: 0,5–10 mm Precisione di filtrazione: 0,5 µm – 70 µm
Aree di applicazione degli elementi filtranti in polvere sinterizzata
Grazie al loro insieme unico di proprietà prestazionali, gli elementi filtranti sono ampiamente utilizzati nei settori farmaceutico, nel trattamento delle acque, nell'industria alimentare, nella biotecnologia, nell'industria chimica e petrolchimica, nella metallurgia, nella purificazione del gas e rappresentano un nuovo promettente tipo di materiale di filtrazione. Applicazioni tipiche:
1. Filtrazione per rimuovere le impurità nella produzione di materie prime chimiche, carbonio e purificazione fine dei mezzi tecnologici.
2. Filtrazione protettiva di sistemi di ultrafiltrazione, osmosi inversa (RO), elettrodeionizzazione (EDI) negli impianti di trattamento delle acque.
3. Filtrazione chiarificante di bevande, succhi di frutta, vodka, birra, oli vegetali, acqua minerale, salsa di soia e aceto nell'industria alimentare.
4. Industria chimica: filtrazione a carbone e ad alta precisione di prodotti liquidi, materie prime e intermedi farmaceutici; estrazione per filtrazione di cristalli ultrafini e catalizzatori; pulizia finale dopo assorbimento su resine a scambio ionico; rimozione delle impurità dai refrigeranti e dai mezzi di processo; purificazione di flussi di gas catalitici.
5. Filtrazione protettiva davanti alle unità di osmosi inversa durante la purificazione delle acque circolanti dei giacimenti petroliferi.
6. Filtrazione del carbone ad alta temperatura e rimozione delle impurità del caolino nella produzione di coloranti.
7. Purificazione del gas: filtrazione di vapore acqueo, aria compressa, flussi di gas catalitici.
8. Pulizia dei mezzi di lavoro e limitazione del flusso in unità pneumatiche, sistemi di lubrificazione, impianti di carburante e idropneumatici; rimozione dell'olio dall'aria compressa; filtrazione dell'olio dalla sabbia; purificazione di miscele di azoto-idrogeno e ossigeno puro; produzione di gorgogliatori; Distribuzione dei gas in letti fluidizzati.
Regole di funzionamento per elementi filtranti in polvere sinterizzata
1. Gli elementi filtranti sinterizzati sono prodotti di consumo, nonostante la loro maggiore durata rispetto ad altri filtri. Durante la pulizia, l'installazione e lo smontaggio, evitare graffi, urti, cadute e altri danni meccanici. È vietato applicare forza meccanica con utensili sulla superficie del filtro.
2. Modalità di filtrazione standard: il liquido viene fornito dall'esterno nel filtro; la filtrazione inversa non è consigliata.
3. Quando si avvia la filtrazione, la pressione viene aumentata gradualmente fino al valore operativo richiesto; è vietato un forte aumento di pressione con le valvole di intercettazione completamente aperte.
4. Pressione di esercizio massima ≤ 3 MPa. Se l'efficienza di filtrazione scende al di sotto del 50%, eseguire immediatamente il controlavaggio con gas pulito o il controlavaggio con liquido pulito senza smontare.
5. Procedura di rigenerazione: innanzitutto, controlavaggio con gas pulito a pressione 1,2–1,5 volte superiore a quella di esercizio, la durata di uno spurgo è di 3–5 secondi, ripetuto 4–6 volte. Successivamente, effettuare il controlavaggio con liquido pulito per 3–5 minuti, ripetere 2–3 volte.
6. Se la perdita di pressione rimane elevata dopo il ciclo di controlavaggio e lavaggio, il filtro deve essere rimosso e pulito manualmente.
")
")
")
contattaci
Prodotti popolari correlati

Filtro dell'aria (vapore).
Il filtro utilizza una membrana microporosa piegata in politetrafluoroetilene idrofobico (PTFE) o polipropilene (PP). Il corpo del filtro è realizzato in acciaio inossidabile importato di alta qualità (304/316L) ed è progettato e prodotto in conformità con i requisiti GMP.

Elemento filtrante pieghettato in polivinilidenfluoruro
La membrana di filtrazione è realizzata in polivinilidene fluoruro (PVDF). La struttura con telaio interno di sostegno in polipropilene o acciaio inox è assemblata mediante termosaldatura. La membrana ha una forma dei pori unica, elevata resistenza alla contaminazione, resistenza agli acidi e agli alcali ed è adatta per la filtrazione del gas.
Filtraggio senza liquido residuo
L'alloggiamento del filtro è realizzato in acciaio inossidabile 316L o 304 di alta qualità, le superfici esterne ed interne sono lucidate a specchio.

Filtro respiratorio riscaldato elettricamente
Il filtro respiratorio automatico con riscaldamento e controllo della temperatura è progettato in stretta conformità con i requisiti GMP ed è un prodotto high-tech sviluppato e prodotto in modo indipendente da Wenzhou Weixian Light Machinery Co.,Ltd.

Filtro a manica singola
Caratteristiche I filtri a tasche sono interamente realizzati in acciaio inox di alta qualità...

Filtro ad alte prestazioni
Filtro ad alte prestazioni progettato per tubazioni di grande diametro e portate elevate. Come elemento filtrante utilizza un elemento filtrante pieghettato in acciaio inossidabile, la cui area di filtrazione è molte volte più grande dell'area degli elementi filtranti a cestello perforato convenzionali e degli elementi filtranti pieghettati ad asta della concorrenza.

Raccordi
Prodotti principali: valvola a sfera a rilascio rapido; valvola a sfera igienica; rilascio rapido Y-o...

Elemento filtrante in rete sinterizzata piegata
Elemento filtrante pieghettato in acciaio inossidabile, noto anche come elemento filtrante a fusione. I principali materiali filtranti di questo elemento filtrante sono la rete tessuta inossidabile e il feltro sinterizzato in fibra inossidabile.

Elemento filtrante pieghettato in polietersulfone
La membrana di filtrazione è una membrana simmetrica in polietersulfone (PES) prodotta con tecnologia americana. Il telaio di supporto interno è realizzato in polipropilene resistente al calore o acciaio inossidabile, tutti gli elementi sono collegati mediante saldatura a caldo. La membrana ha una dimensione dei pori uniforme, un'elevata produttività e un assorbimento proteico minimo; Ampiamente usato per la filtrazione sterilizzante finale di liquidi ad alto flusso.
Disco filtrante in rete sinterizzata multistrato
Gli elementi filtranti standard a rete sinterizzata a cinque strati sono realizzati torcendo il media filtrante a rete sinterizzata a cinque strati.

Rete sinterizzata composita con lamiera forata
La rete sinterizzata in lamiera perforata è un nuovo tipo di media filtrante realizzato mediante sinterizzazione composita di una lamiera perforata di materiale standard (acciaio inossidabile 304 o 316L) e più strati di maglia quadrata (o trama saia) in un unico pezzo.

Filtro a cartuccia resistente alla corrosione con rivestimento in fluoroplastica
I filtri in acciaio inossidabile rivestiti in PTFE sono appositamente progettati per filtrare liquidi altamente acidi, altamente alcalini e altri liquidi altamente corrosivi. Tutte le parti del filtro a contatto con il liquido sono completamente rivestite in PTFE per proteggere l'acciaio inossidabile dalla corrosione.

Aeratore piatto
Il prodotto è realizzato saldando un disco di aerazione in titanio sferico, una piastra in titanio denso e un raccordo in titanio denso. Il disco di aerazione sferico in titanio è sinterizzato da polvere di titanio di elevata purezza.

Filtro microporoso a membrana a cartuccia singola
XHFILTER è un filtro pieghettato microporoso realizzato interamente in acciaio inossidabile SUS316L o SUS304, con un elemento filtrante pieghettato come elemento filtrante.

Elemento filtrante composito in feltro sinterizzato con rete protettiva, sacchetto filtrante a membrana metallica per alte temperature, cartuccia filtrante a membrana sinterizzata - Raccolta polveri gas di scarico, materiale 316L, resistente alla corrosione, scarico ripetibile
Sacchetto filtrante in metallo per alte temperature (sacchetto filtrante in fibra metallica resistente al calore, sacchetto per la raccolta della polvere metallica) - Il materiale filtrante è costituito da un rivestimento in tessuto non tessuto e dalla sinterizzazione di fibre metalliche, seguito dalla saldatura del tessuto filtrante in fibra metallica a forma di sacchetto.

Filtro multisacco
Caratteristiche I filtri a tasche sono interamente realizzati in acciaio inox di alta qualità...



